Айнымалы жылдамдық тізбектері, соның ішінде PIV/ролик типті шексіз айнымалы жылдамдық тізбектері


PIV ШЕКСІЗ АЙНАЛМАЛЫ ЖЫЛДАМДЫҚ ТІЗБЕКТЕРІ
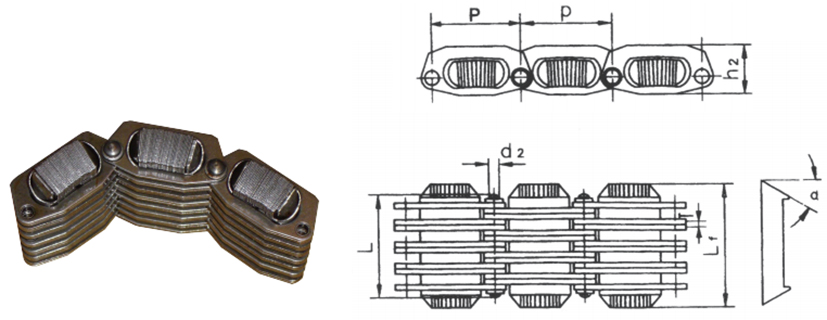
| GL Chdn № | Шұңқыр П мм | Түйреуіштің диаметрі. d2 (макс.) мм | Түйреуіштің ұзындығы L(макс) мм | Пластинаның тереңдігі h2.(макс) мм | Плитаның қалыңдығы T(макс) mm | Плитаның қалыңдығы T(макс) mm | Үйкеліс пластинасының үстіндегі ені бір градус | Созылу шегінің шекті мәні Q (мин) Kn | Бір метрге шаққандағы салмақ q кг/м |
| AO | 18.75 | 3.00 | 19.50 | 9.50 | 1.0 | 24.00 | 15 | 9.0 | 1.0 |
| Al | 19.00 | 3.00 | 19.50 | 10.60 | 1.5 | 30.44 | 15 | 9.0 | 1.0 |
| A2 | 25.00 | 3.00 | 30.10 | 13.50 | 1.5 | 37.80 | 15 | 21.0 | 2.0 |
| A3 | 28.60 | 3.00 | 35.30 | 16.00 | 1.5 | 44.20 | 15 | 38,5 | 3.0 |
| A4 | 36.00 | 4.00 | 48.50 | 20.50 | 1.5 | 58.50 | 15 | 61.5 | 5.4 |
| A5 | 36.00 | 4.00 | 60.50 | 20.50 | 1.5 | 70.00 | 15 | 71.0 | 6.7 |
| A6 | 44.40 | 5.40 | 70.00 | 23.70 | 1.5 | 77.00 | 15 | 125.0 | 9.0 |
Ролик түрі шексіз өзгермелі жылдамдық шынжырлары
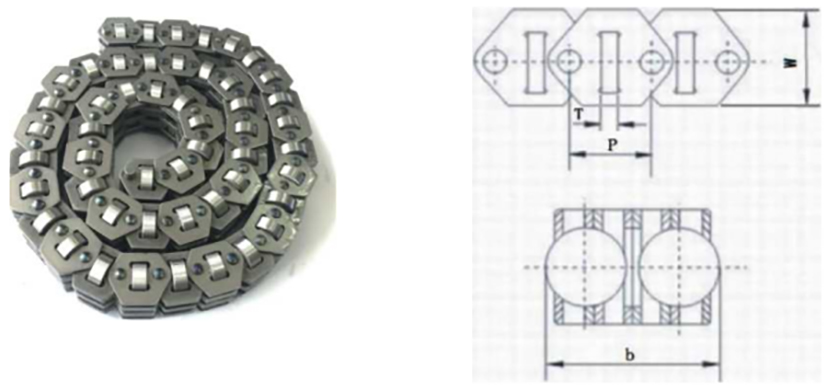
| GL ТІЗБЕК № | ДЕҢГЕЙ | ТАБАҚША БИІКТІК | Ролик ЕНІ | Ролик ҚАЛЫҢДЫҚ |
| P | W | b(мин) | T (макс) | |
| mm | mm | mm | mm | |
| RBO | 10.10 | 923 | 12.00 | 2.90 |
| Ресейдің Орталық банкі (RBI) | 1220 | 12.30 | 16.04 | 4.10 |
| RB2 | 14.66 | 14.80 | 20.00 | 4.74 |
| RB3 | 12.60 | 16.60 | 24.60 | 4.70 |
| RB4 | 14.00 | 20.70 | 31.00 | 5.50 |
| RC3 | 1320 ж. | 18.80 | 24.54 | 4.70 |
| RC4 | 1620 ж. | 22.50 | 31.00 | 5.30 |
Беріліс қорабы үшін айнымалы жылдамдық тізбектері
1. PIV шексіз айнымалы жылдамдық тізбектері:
A0, A1, A2, A3, A4, A5, A6
2. Роликті типтегі шексіз айнымалы жылдамдықты тізбектер:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4 және т.б.
Функциясы: Кіріс өзгерісі кезінде шығыс айналу жылдамдығы тұрақты болып қалады. Өнімдер жоғары сапалы қорытпалы болаттан жасалған. Пластиналар дәлдік технологиясы бойынша тесіліп, сығымдалады. Түйреуіш, втулка, ролик жоғары тиімді автоматты жабдықтармен және автоматты тегістеу жабдықтарымен өңделеді, содан кейін карбюризацияны термиялық өңдеу, көміртегі мен азотты қорғау торлы белдік пеші, беткі жарылыс процесі және т.б. арқылы жүзеге асырылады. Ішкі тесік орналасуы бойынша дәл жиналады, бүкіл тізбектің жұмысын қамтамасыз ету үшін қысыммен айналдырылады.
-

SUS304/GG25/нейлон/болаттан жасалған төрт ілмекті арбалар...
-

Ауыл шаруашылығы тізбектері, S32, S42, S55, S62, C... типтері
-

662, 662H, 667X, 667XH, 667 типті пинтл тізбектері...
-

A/B сериялы роликті тізбектер, ауыр жүктеме, түзу ...
-

Дәнекерленген болат диірменінің тізбектері және қосымшаларымен, ...
-

Ауыр жүктемелі/иінді-L үшін офсеттік бүйірлік тізбектер...